



頁banner")
沖壓件加工概論
發(fā)布日期:2021-01-08
沖壓件加工概論
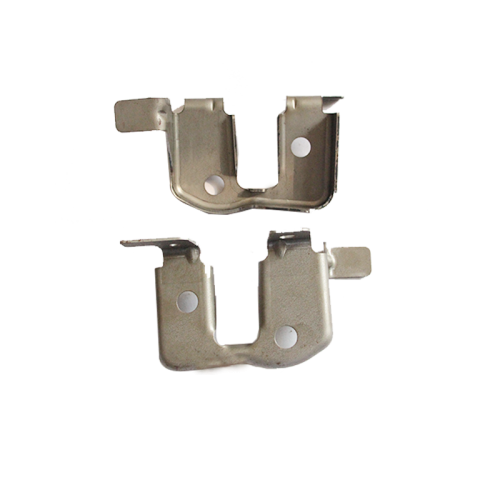
五金沖壓加工是一種先進(jìn)的金屬加工辦法,可分為冷沖壓和熱沖壓加工。其間,冷沖壓加工無需進(jìn)行資料加熱,在常溫狀態(tài)下即可進(jìn)行沖壓加工,更為方便。沖壓加工是建立在金屬塑性變形的基礎(chǔ)上,利用沖壓模具和沖壓設(shè)備對(duì)板料金屬進(jìn)行沖壓加工,以取得所需求的零件形狀和尺度。冷沖壓加工相關(guān)于熱沖壓運(yùn)用更為廣泛,和切削加工比較,具有出產(chǎn)率高、加工成本低、資料利用率高、產(chǎn)品尺度精度穩(wěn)定、操作簡單、簡單完成機(jī)械化和自動(dòng)化出產(chǎn)等一系列優(yōu)點(diǎn),特別適合于很多出產(chǎn)五金沖壓件。
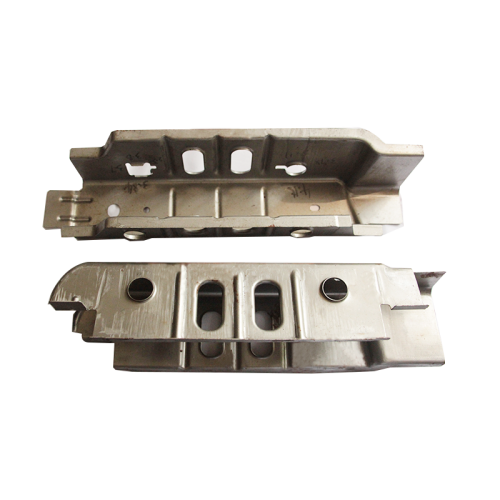
因?yàn)榘辶狭慵哂兄亓枯p,有足夠的強(qiáng)度和剛度,能夠依據(jù)不同用處,選用不同資料加工成各種形狀尺度的零件,以滿足出產(chǎn)的需求。在轎車、家電和各種民用輕工產(chǎn)品中,都很多運(yùn)用冷沖壓零件。國防方面,如飛機(jī)、導(dǎo)彈、槍炮及子彈、炮彈等產(chǎn)品中,也有很大比例選用冷沖壓加工的零件。
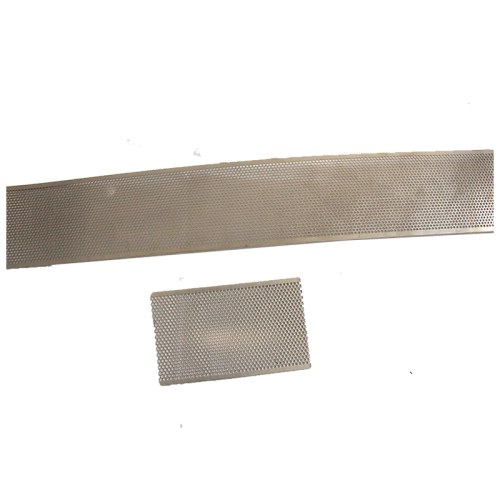
冷沖壓加工工藝大致可區(qū)分為別離工序與成型工序二大類。別離工序又可分為落料、沖孔、切邊和堵截等。成型工序則可分為折彎、拉深、翻孔、翻邊、脹形、卷圓、擴(kuò)口和縮口等。依據(jù)產(chǎn)品零件的形狀、尺度精度和其它技能要求,可分別選用各種工序?qū)Π辶线M(jìn)行加工。
五金沖壓件廠家,五金沖壓件加工,電子產(chǎn)品沖壓件
跟著科學(xué)技能的不斷進(jìn)步和工業(yè)出產(chǎn)的迅速發(fā)展,冷沖壓技能也在不斷發(fā)展和行進(jìn),主要表現(xiàn)在以下幾個(gè)方面:
1,工藝剖析利用核算機(jī)輔助核算,CAE剖析現(xiàn)代化。例如,出產(chǎn)轎車掩蓋件的沖壓工藝,傳統(tǒng)辦法是依據(jù)已有的設(shè)計(jì)資料和設(shè)計(jì)者的經(jīng)驗(yàn),進(jìn)行對(duì)比剖析,確定工藝計(jì)劃和有關(guān)參數(shù)。然后試模進(jìn)程中,經(jīng)過重復(fù)試驗(yàn)和修正,花費(fèi)很多的人力物力和時(shí)間之后,才干轉(zhuǎn)入批量出產(chǎn)。近幾年來,國內(nèi)外業(yè)界已遍及選用有限變形的彈塑性有限元法,選用AUTO,DANY和PAMS等剖析軟件對(duì)掩蓋件成型進(jìn)程進(jìn)行應(yīng)力應(yīng)變剖析和核算機(jī)仿真模仿,以猜測某一工藝計(jì)劃關(guān)于零件成型的可能性和將會(huì)發(fā)生的問題,如局部資料變薄乃至開裂,局部區(qū)域疊料、起皺趨勢等。這樣供模具設(shè)計(jì)人員挑選和修正,不只能夠節(jié)約模具試模費(fèi)用,還能夠縮短模具開發(fā)制造周期。
2,模具設(shè)計(jì)制造技能現(xiàn)代化,更多選用數(shù)控機(jī)床自動(dòng)化進(jìn)行機(jī)械加工,如數(shù)控電火花線成型機(jī)床和線切割機(jī)床品種齊全,慢走絲、中走絲及快走絲線割機(jī)床遍地開花;數(shù)控銑床(電腦鑼)代替普通銑床,鉆床,攻牙機(jī)等。
3,冷沖壓出產(chǎn)的機(jī)械化和自動(dòng)化,沖壓設(shè)備已由單工位低速壓力機(jī)發(fā)展到多工位高速自動(dòng)壓力機(jī)。一般的五金沖壓件都能夠沖床上通過連續(xù)模自動(dòng)送料出產(chǎn),關(guān)于大型,雜亂的沖壓件也能夠選用傳送模進(jìn)行機(jī)械手取放件自動(dòng)化出產(chǎn),節(jié)約很多人工并進(jìn)步出產(chǎn)功率。模內(nèi)攻牙,模內(nèi)鉚接等自動(dòng)化出產(chǎn)技能也日漸老練,運(yùn)用廣泛。
4,不斷改進(jìn)五金沖壓資料功能,以進(jìn)步其成型能力和運(yùn)用效果等。例如,轎車高強(qiáng)度低合金鋼板,用來出產(chǎn)轎車掩蓋件和車身結(jié)構(gòu)沖壓件,以減輕轎車自重和進(jìn)步其結(jié)構(gòu)強(qiáng)度,進(jìn)步轎車安全功能。新式耐熱防腐蝕的不銹鋼,因?yàn)槠涓邷貭顟B(tài)下防銹功能極佳,做為轎車發(fā)動(dòng)機(jī)排氣管系統(tǒng)沖壓件零件也十分遍及運(yùn)用。